1.1 浮选技术定义与基本原理
想象一下把混合的芝麻和沙子分开有多难。矿物浮选技术就是解决这类问题的工业魔法。它利用矿物表面物理化学性质的差异,通过气泡将有用矿物“钓”出来。整个过程就像一场精心设计的捕鱼活动——气泡充当渔网,选择性捕获目标矿物颗粒。
核心原理其实很生活化。当矿物颗粒与气泡碰撞时,疏水矿物会粘附在气泡上浮到水面,亲水矿物则留在矿浆中。这种“爱憎分明”的特性让分离成为可能。我记得参观选矿厂时,看着泡沫层不断刮出精矿,那种精准分离的场面至今印象深刻。
1.2 浮选技术在矿物加工中的重要性
没有浮选技术,现代矿业可能还停留在原始阶段。这项技术让低品位矿石的开采变得经济可行。全球约90%的有色金属矿物都经过浮选处理,这个数字足以说明它的分量。
浮选就像矿物的“精准分拣机”。它能从含量仅0.5%的原矿中提取出有用矿物,这种能力让许多贫矿重获价值。对于矿产资源日益枯竭的今天,浮选技术实际上延长了矿山的服务年限。我们使用的手机、电动汽车里的稀有金属,大多都得益于浮选技术的精细分离。
1.3 浮选技术的发展历程与现状
浮选技术的故事始于19世纪末。最初只是简单地用油来处理矿物,后来逐渐发展成现代泡沫浮选。20世纪初的专利突破让这项技术真正走向成熟,我记得文献记载的第一个工业化浮选厂处理的是锌矿。
现在的浮选技术早已今非昔比。智能控制系统能实时调整工艺参数,新型药剂让分离效率大幅提升。不过浮选技术依然面临挑战,比如微细粒矿物的回收始终是个难题。行业正在向更环保、更高效的方向发展,这让我想起去年参观的一个选矿厂,他们的废水循环利用率已经达到95%,这种进步确实令人鼓舞。
浮选技术从最初粗糙的分离方法,发展到今天精确可控的工艺系统,这个演变过程本身就很有趣。它不仅仅是技术的进步,更体现了人类对自然资源利用方式的不断优化。
2.1 矿石准备与磨矿工艺
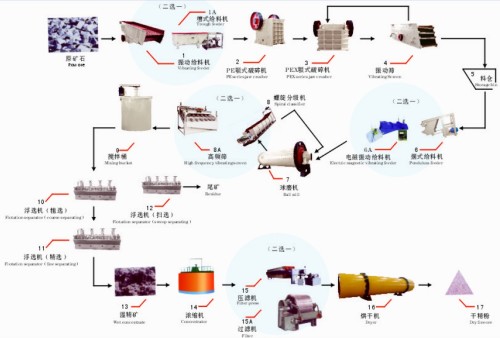
矿石进入浮选系统前需要经过精心准备。破碎机将大块矿石破碎至合理尺寸,就像厨师准备食材时需要先切块一样。磨矿工序进一步将矿石研磨至合适粒度,这个环节直接关系到后续浮选效果。
磨矿细度的把握很考验经验。太粗的颗粒难以与气泡有效接触,太细又会产生泥化现象。一般来说,有用矿物需要达到单体解离状态,但又不能过度粉碎。我曾在现场看到操作工通过观察矿浆浓度来调整球磨机给料,那种经验积累的判断往往比仪器更敏锐。
2.2 药剂制度与浮选条件控制
浮选药剂就像烹饪中的调味料,用量和配比都需要精确掌控。捕收剂让目标矿物变得疏水,起泡剂帮助形成稳定泡沫层,抑制剂则阻止杂质矿物上浮。这些药剂在矿浆中形成微妙的平衡。
药剂添加点的选择很有讲究。有些需要在磨矿阶段加入,有些则适合在浮选槽前添加。温度、pH值这些条件同样重要。记得有次调试时,仅仅将pH值调整了0.5个单位,回收率就提升了近三个百分点。这种精细调控确实展现了浮选工艺的艺术性。
2.3 浮选分离过程与操作要点
矿浆进入浮选槽后,真正的分离开始了。充气系统产生大量微细气泡,目标矿物选择性地附着在气泡上浮至液面。刮板装置及时刮取富含矿物的泡沫,这个过程需要持续而稳定。
操作人员需要时刻关注泡沫的颜色和形态变化。泡沫层太薄可能意味着回收率不足,太厚又会影响精矿品位。我曾经观察过一位老师傅,他能通过泡沫的声响判断浮选状态,这种经验传承在自动化时代依然珍贵。
2.4 精矿处理与尾矿处置
浮选得到的精矿还需要进一步处理。浓密机脱除大部分水分,过滤机使精矿达到运输要求。这些后续工序同样影响最终产品的价值。
尾矿处理体现着现代矿业的环保责任。尾矿库需要严格防渗设计,部分选厂已经开始尝试干式堆存技术。水循环系统的完善也很关键,现在先进选厂的用水回收率能达到很高水平。这种全程的环境考量让矿产资源开发更加可持续。
3.1 主要浮选设备类型及特点
浮选设备就像矿厂的“心脏”,不同类型设备适应着不同工况需求。机械搅拌式浮选机最为常见,通过叶轮旋转同时完成充气和搅拌,结构简单可靠。充气式浮选机则采用外部供气,气泡尺寸更均匀,特别适合粗颗粒浮选。
浮选柱在近年获得广泛应用。它利用逆流原理工作,矿浆从上部给入,气泡从底部升起,这种设计使得富集比显著提高。我参观过一个铜矿选厂,他们将传统浮选机与浮选柱组合使用,精矿品位提升明显。每种设备都有其独特优势,关键在于匹配具体工艺要求。
3.2 设备选型原则与技术参数
选型时需要综合考虑矿石性质、处理量和产品要求。对于易浮矿物,可以选择处理能力大的设备;难浮矿物则需要更长的停留时间。设备尺寸与数量也需要平衡,大型设备节省占地,但多台小型设备提供了操作灵活性。
技术参数的选择直接影响运行效果。充气量决定气泡数量,搅拌强度影响颗粒悬浮状态。槽体容积关系到矿浆停留时间,叶轮线速度影响能耗和磨损。记得有次设备改造,仅仅优化了叶轮设计,能耗就降低了15%左右。这些细节往往带来显著效益。
3.3 浮选设备配置方案优化
设备配置不是简单排列组合,而是需要系统考量。阶梯配置利用矿浆自流,节省动力消耗。并联配置提高处理能力,串联配置增强分选效果。现代选厂更倾向于采用联合配置,充分发挥各类设备优势。
配置优化需要考虑整个流程的协调性。粗选段追求回收率,需要足够的作用时间;精选段注重品位,应该提供良好的分选环境。扫选段则要确保资源充分利用。合理的配置让每个设备都发挥最佳效能,这种系统思维确实很重要。
3.4 设备维护与故障排除
日常维护是设备稳定运行的保障。叶轮、定子这些易损件需要定期检查更换,轴承润滑要按时进行。操作人员应该养成记录设备运行参数的习惯,这些数据在故障诊断时非常有用。
常见故障往往有规律可循。充气量下降可能源于气道堵塞,泡沫异常可能预示药剂添加问题。我遇到过叶轮磨损导致浮选效果变差的案例,及时更换后生产立即恢复正常。建立完善的维护体系,能有效减少非计划停机时间。
4.1 浮选工艺参数优化方法
浮选参数优化就像调音师调整乐器,微小的改变就能影响整体效果。矿浆浓度需要精确控制,过高会降低选择性,过低又影响回收率。pH值调节很关键,不同矿物在特定酸碱环境下可浮性差异明显。气泡大小与分布直接影响矿粒碰撞概率,这个参数经常被低估。
时间因素也值得关注。浮选时间过短会导致有用矿物流失,过长又会增加杂质上浮。我参与过一个金矿项目,通过调整搅拌强度和气量配比,在相同时间内回收率提高了8%。参数优化往往不需要大规模改造,却能带来可观效益。
4.2 新型浮选药剂开发与应用
药剂是浮选的“魔法配方”,新型药剂研发从未停止。选择性捕收剂能精准识别目标矿物,环保型起泡剂在保证效果的同时降低环境影响。抑制剂也在进步,能更有效阻止脉石矿物上浮。
组合用药展现出独特优势。不同药剂协同作用,有时会产生一加一大于二的效果。去年试用的一种复合捕收剂,在铜钼分离中表现出色,既提高了精矿品位,又减少了药剂用量。药剂创新确实为浮选工艺打开了新空间。
4.3 自动化与智能化浮选技术
现代浮选厂正从经验操作转向数据驱动。在线分析仪实时监测矿物品位,自动加药系统根据矿石性质调整剂量。这些技术让浮选过程更加稳定可控。
智能算法开始发挥作用。基于机器学习的优化模型能预测工艺参数变化带来的影响,提前做出调整。有个锌矿选厂引入智能控制系统后,药剂消耗降低了12%,产品质量波动明显减小。技术进步正在重塑传统选矿作业方式。

4.4 绿色环保浮选工艺发展
环保要求推动着浮选工艺革新。循环水利用技术日益成熟,闭路水系统大幅减少新鲜水消耗。药剂生物降解性成为重要指标,无毒或低毒药剂逐步替代传统化学品。
废物资源化利用取得进展。浮选尾矿不再简单堆存,而是从中回收有价成分或用作建筑材料。能源消耗也在优化,高效设备配合智能控制,单位能耗持续下降。这些改变让矿物加工更加可持续。
5.1 金属矿物浮选典型案例
铜矿浮选是个经典案例。硫化铜矿物通常使用黄药类捕收剂,在碱性条件下效果最佳。某大型铜矿通过优化磨矿细度,将铜精矿品位从18%提升至24%,同时回收率保持稳定。这个案例说明,单纯调整前段工艺就能带来显著改善。
金矿浮选更具挑战性。载金矿物往往散布在硫化物中,需要特殊处理。我接触过一个项目,采用阶段浮选工艺,先浮选硫化物再处理含金矿物,金回收率提高了近15%。实践表明,针对特定矿石特性设计流程往往比标准方案更有效。
5.2 非金属矿物浮选应用实例
磷矿浮选展现了技术的适应性。通过反浮选脱除碳酸盐杂质,可以获得高品质磷精矿。有个磷矿选厂采用新型脂肪酸类捕收剂,在保证磷回收率的同时,精矿中氧化镁含量降至1.5%以下。
萤石与重晶石分离是个技术难点。两者可浮性相近,需要精确控制pH值和抑制剂用量。成功案例显示,使用水玻璃作为抑制剂,配合合适的捕收剂,可以实现有效分离。这种精细分离技术为类似矿物加工提供了参考。
5.3 复杂难选矿石浮选解决方案
微细粒矿物浮选一直是个难题。某钼矿因矿物嵌布粒度极细,传统浮选效果不佳。后来采用载体浮选技术,利用粗粒矿物作为载体,显著改善了微细粒钼矿的回收。这个方法为类似矿石处理开辟了新途径。
高泥质矿石的处理需要特殊策略。泥质会吸附药剂、干扰泡沫稳定性。通过添加分散剂和采用脱泥工艺,可以有效降低泥质影响。我记得一个铅锌矿项目,经过流程优化后,虽然增加了预处理环节,但整体经济效益反而提升。
5.4 浮选技术发展趋势与展望
未来浮选技术可能更加精准高效。靶向浮选概念正在兴起,通过设计特异性药剂,实现目标矿物的精准捕收。这就像给浮选过程装上了“导航系统”,大大提高了选择性。
智能化程度会继续深化。数字孪生技术开始应用于浮选流程,通过虚拟仿真优化实际操作。有选厂正在测试全流程智能决策系统,从给矿到最终产品实现全程自主优化。
环保要求推动技术创新。无废选矿理念逐渐普及,浮选过程产生的废水、废渣都在寻求资源化利用。或许不久的将来,选矿厂不仅能生产精矿,还能输出其他有用副产品。