1.1 矿物加工工艺的定义与重要性
矿物加工工艺是将开采出来的原矿石通过物理或化学方法进行处理,从中分离出有价矿物并去除杂质的过程。这个领域融合了地质学、化学、物理学和工程学多个学科知识。
从矿山直接开采的矿石往往含有大量无用岩石和杂质。我记得参观过一个铜矿场,亲眼看到原矿石中铜含量可能还不到1%。矿物加工就像一位精准的厨师,知道如何从原始食材中提取最精华的部分。通过一系列工艺步骤,最终获得符合工业要求的精矿产品。
这种工艺对现代社会的价值不言而喻。几乎所有工业领域都依赖矿物加工提供的原材料。从建筑用的水泥、制造手机所需的稀有金属,到发电厂的燃料,都离不开矿物加工技术的支持。
1.2 矿物加工工艺的发展历程
矿物加工的历史几乎与人类文明同步发展。早期人类简单地用手拣选矿石,后来开始使用水洗、重选等原始方法。古希腊时期就有利用密度差异分离矿物的记录。
工业革命带来了转折点。破碎机、球磨机等机械设备的发明大幅提高了处理效率。19世纪末浮选技术的出现彻底改变了矿物加工的面貌。这项技术能够有效分离细粒矿物,使得许多低品位矿床变得具有开采价值。
上世纪中叶,自动化技术开始融入矿物加工领域。我接触过一些老工程师,他们讲述了过去完全依靠人工经验操作,而现在可以通过传感器和计算机实时监控整个过程。这种转变不仅提高了效率,也使得工艺控制更加精确稳定。
1.3 矿物加工在现代工业中的应用价值
现代工业对矿物原料的需求呈现两个明显趋势:一方面要求更高的纯度,另一方面需要处理越来越复杂的矿石。矿物加工技术正好满足了这些需求。
在能源领域,煤炭洗选提高了燃料效率并减少污染排放。冶金工业中,矿物加工为炼钢、炼铝提供合格的原料。建筑材料行业通过加工获得特定粒度的骨料和填料。甚至在高科技领域,智能手机中的数十种金属元素都依赖先进的矿物分离技术。
环境保护的要求促使矿物加工技术不断创新。现在的工艺不仅要考虑经济效益,还必须兼顾生态影响。许多加工厂都在努力实现废水循环利用和尾矿安全处置。这种转变体现了行业对可持续发展的承诺。
矿物加工就像现代工业的“隐形英雄”。虽然很少被普通消费者直接感知,但它支撑着我们日常生活的方方面面。从早晨刷牙用的牙膏中的矿物填料,到晚上照明用的电力,都蕴含着矿物加工技术的贡献。
2.1 破碎与磨矿工艺流程
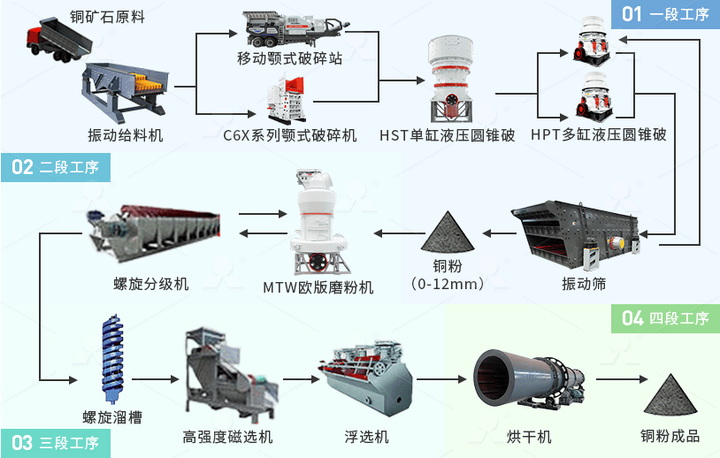
矿石从矿山运来时的状态就像坚硬的坚果,需要先“敲开外壳”才能获取内部的有用矿物。破碎工序就是这个敲开的过程,通常分为粗碎、中碎和细碎三个阶段。
粗碎使用颚式破碎机或旋回破碎机,把大块矿石破碎至250毫米左右。这个阶段我见过一个有趣的现象,有些矿石会沿着天然裂隙破碎,就像掰开一块饼干那样自然。中碎进一步将矿石处理到75毫米以下,细碎则达到10毫米左右。整个过程就像把大石头一步步变成小石子。
磨矿工序接着将小石子变成粉末。球磨机是这里的主角,筒体内钢球随着旋转不断撞击矿石颗粒。这个阶段需要精确控制磨矿细度,太粗会影响后续分离效果,太细则增加能耗和成本。记得有次参观选矿厂,工程师告诉我他们通过调整钢球配比和磨矿浓度来优化这个过程。
磨矿后的矿浆进入分级设备,合格颗粒进入下一工序,粗颗粒返回继续研磨。这种闭路循环设计确保了资源的最大化利用。
2.2 选别工艺流程
选别是整个加工流程的核心环节,就像从沙子里淘金一样,要把有价值的矿物从大量无用物料中分离出来。不同性质的矿物需要采用不同的选别方法。
浮选是最常用的选别技术。通过在矿浆中加入特定药剂,让目标矿物颗粒变得“亲气疏水”,附着在气泡上浮到表面。这个过程的精妙之处在于药剂的选择和用量控制。太少的药剂效果不佳,太多则会造成浪费和环境污染。
重选利用矿物密度差异进行分离,就像淘金者用水流冲洗沙金。摇床、螺旋溜槽都是常见的重选设备。磁选则针对具有磁性的矿物,比如磁铁矿。电选适用于导电性不同的矿物分离。
每种选别方法都有其适用场景。实际生产中常常组合使用多种方法,就像厨师运用不同的烹饪技巧来处理各种食材。
2.3 脱水与干燥工艺流程
选别后的精矿含有大量水分,需要经过脱水处理才能满足运输和后续使用要求。脱水过程通常分阶段进行,逐步降低物料含水量。
浓缩是第一步,通过重力沉降使固体颗粒沉淀,上部清水可以循环使用。我注意到现代浓缩机都配备自动提耙装置,防止底部物料压实。过滤接着去除更多水分,真空过滤机、压滤机都是常见选择。
对于某些特殊要求的精矿,还需要干燥工序。干燥设备的选择要考虑物料特性和能耗平衡。热风干燥虽然效率高,但燃料成本也需要仔细计算。有些工厂会利用生产过程中的余热来降低能耗。
脱水效果直接影响产品价值和运输成本。太湿的精矿会增加运费,还可能在使用过程中造成问题。
2.4 尾矿处理工艺流程
尾矿是选矿过程中产生的废弃物,但“废弃”这个词可能不太准确。现代矿物加工更倾向于将尾矿视为待开发的资源。
尾矿首先输送到尾矿库贮存。这个环节的安全措施至关重要,我记得某次技术交流时,专家特别强调尾矿坝的稳定性监测。现在很多企业都在探索尾矿的综合利用,比如建筑材料生产、采空区充填等。
水循环是尾矿处理的重要部分。通过回水系统,大部分工艺用水可以重复使用,既节约水资源又减少废水排放。有些先进工厂的回水率能达到85%以上。
尾矿中的有价成分再回收也是近年来的热点。随着技术进步,以前无法经济回收的微量有价元素现在变得可行。这种“吃干榨尽”的理念正在推动整个行业向更可持续的方向发展。
尾矿处理不再是简单的堆放填埋,而是资源循环利用的重要环节。这个转变体现了矿物加工行业责任意识的提升。
3.1 破碎设备选型原则与分类
选择破碎设备有点像为不同食材挑选合适的刀具。硬而脆的矿石需要冲击式破碎,韧性强的物料更适合挤压破碎。设备选型首先要考虑矿石的物理特性,包括硬度、湿度、含泥量这些基础参数。
颚式破碎机在粗碎阶段很常见,它的结构简单可靠,处理量大。但产品粒度均匀性可能稍差。圆锥破碎机适合中细碎,产品形状更规整,不过设备投资和维护成本相对较高。反击式破碎机在需要立方体颗粒的场合表现出色,但对高硬度矿石的适应性有限。
我参与过一个花岗岩破碎项目,最初选用的是颚破加反击破的组合。实际运行中发现花岗岩中石英含量较高,对反击破板锤磨损太严重。后来调整为颚破加圆锥破的方案,虽然初期投资增加了,但长期运行成本反而更低。
设备选型不能只看技术参数,还要考虑整个生产系统的匹配性。比如给料设备的能力、出料输送系统的配置,这些都会影响破碎机的实际效能。
3.2 磨矿设备选型要点
磨矿是能耗大户,设备选型直接影响运营成本。球磨机和棒磨机是最常见的选择,但它们各有擅长领域。棒磨机在粗磨阶段效果更好,产品粒度均匀过粉碎少。球磨机适用范围更广,细磨效果出色。
磨机规格的选择需要仔细计算。筒体直径和长度比例影响磨矿效率,长径比大的适合细磨,短粗型的处理能力更强。衬板形状和材质也很关键,波形衬板提升能力强,但磨损较快。橡胶衬板在腐蚀性环境中更耐用。
记得有家选矿厂为了降低钢耗,尝试了不同材质的磨球。高铬铸球初期成本高,但使用寿命长,综合算下来反而更经济。这个案例说明选型时要算总账,不能只看设备价格。
现在智能磨机开始普及,内置传感器可以实时监测负荷和磨矿浓度。虽然投资较高,但对优化生产过程很有帮助。如果预算允许,这类设备值得考虑。
3.3 选别设备选型指南
选别设备就像精密的分离工具,需要根据矿物特性和工艺要求精准匹配。浮选机选型要看处理量、矿物粒度还有浮选时间要求。机械搅拌式浮选机适应性强,充气量可调范围大。充气搅拌式节能效果更好,但对矿石性质变化比较敏感。
重选设备的选择主要看矿物密度差。摇床处理精度高,适合细粒物料,但占地面积大。螺旋选矿机结构简单,处理量大,维护方便。离心选矿机在微细粒回收方面有独特优势。
磁选机选型要考虑矿物磁性强弱。弱磁场磁选机用于强磁性矿物,强磁场设备能处理弱磁性物料。高梯度磁选机甚至可以分离微细粒的弱磁性矿物。
电选机在稀有金属矿和砂矿处理中很常见,选型时要重点考虑物料导电性和粒度组成。太细的物料容易粘附,影响分选效果。
3.4 脱水设备选型标准
脱水设备选型首先要明确产品水分要求。浓缩机通常作为第一段脱水,选择时重点看处理能力和底流浓度。高效浓缩机添加絮凝剂后,处理能力能提升数倍,但药剂成本需要计入总成本。
过滤设备种类很多。真空过滤机适合粒度较粗、不易压缩的物料。压滤机对细粒粘性物料效果更好,产品水分更低,不过能耗相对较高。带式过滤机在处理量大、产品水分要求不特别严格的场合很实用。
干燥设备选型更复杂些。回转干燥机处理量大,运行稳定。流化床干燥机热效率高,产品水分均匀。喷雾干燥机适合要求瞬时干燥的场合,但能耗较高。

去年有个项目需要将精矿水分从15%降到8%,我们比较了多种方案。最终选择压滤机加低温干燥的组合,虽然设备投资略高,但运行成本比单一干燥方案低很多。这种分阶段脱水的思路在很多场合都适用。
设备选型从来不是孤立的技术决策,它关系到整个生产系统的协调运行。好的选型能让设备各展所长,创造出一加一大于二的效果。
4.1 重选工艺技术
重选工艺利用矿物间的密度差异进行分选,就像用筛子分离豆子和沙子。这种工艺在处理粗粒嵌布矿石时特别有效,设备投资和运营成本都相对较低。跳汰机通过上下交变水流实现分选,适合处理粒度较宽的物料。摇床的分选精度很高,能够同时按密度和粒度进行分离,但处理能力有限。
螺旋选矿机结构简单到几乎不需要动力,靠矿浆自身重力在螺旋槽内流动产生离心力。我参观过一个砂锡矿选厂,他们用螺旋选矿机进行粗选,回收率能达到80%以上。操作工人只需要定期调整给矿浓度,整个流程非常稳定。
重选工艺对环境影响较小,通常不需要添加化学药剂。不过它的局限性也很明显,当矿物密度差小于0.5时,分选效率会显著下降。现在一些新型重选设备如离心选矿机,通过增强离心力场,能够处理更细粒级的物料。
4.2 浮选工艺技术
浮选大概是矿物加工中最具艺术性的工艺了。它依靠矿物表面物理化学性质的差异,通过气泡携带实现分离。捕收剂让目标矿物变得疏水,起泡剂控制气泡大小和稳定性,调整剂则用来抑制脉石矿物。
我记得第一次在实验室做浮选试验时,只是微调了一下pH值,回收率就提高了十多个百分点。这种敏感性既让人头疼,也展现了浮选工艺的巨大潜力。现在浮选药剂越来越环保,一些生物制剂甚至能够降解,大大减轻了环境负担。
浮选柱技术在细粒矿物回收方面优势明显,它的泡沫层更厚,精选效果更好。充气式浮选机节能效果显著,特别适合大型选矿厂。浮选自动控制系统现在很普及,通过在线分析仪实时调整药剂用量,保持工艺指标稳定。
4.3 磁选工艺技术
磁选工艺像用磁铁吸铁屑,简单直观却蕴含深意。弱磁选机主要处理磁铁矿、钛磁铁矿这类强磁性矿物,磁场强度通常在0.1-0.3特斯拉。强磁选机能够分选弱磁性矿物如赤铁矿、锰矿,磁场强度可达1-2特斯拉。
高梯度磁选机的出现是个突破,它采用钢毛介质产生极高的磁场梯度。这种设备甚至能够分离微米级的弱磁性矿物,在非金属矿提纯领域应用广泛。有个钾长石除铁项目,原本采用化学漂白,改用高梯度磁选后不仅成本降低,产品白度还提高了。
超导磁选机是近年来的新技术,磁场强度能达到5特斯拉以上,能耗却比传统磁选机低很多。虽然设备投资较高,但在处理极细粒弱磁性矿物时,经济性反而更好。
4.4 电选工艺技术
电选利用矿物电性差异进行分选,在稀有金属和砂矿处理中很常见。电晕电选机通过电晕放电使矿物带电,导电性好的矿物很快失去电荷,被滚筒抛出。非导电矿物则因吸附力继续附着在滚筒上,直到被刷子刷下。
摩擦电选更适合粒度较细的物料,矿物在高速气流中相互碰撞带电,然后进入高压电场分离。这种工艺在粉煤灰脱碳和石英长石分离中效果很好。我见过一个石墨选矿厂,用电选代替浮选,产品品位从90%提高到99%,而且完全不用水。
电选对物料干燥度要求很高,水分超过1%就会严重影响分选效果。粒度范围也有限制,通常处理0.1-2毫米的物料最合适。太细的物料容易粘附,太粗的则分离不彻底。
4.5 化学选矿工艺技术
化学选矿像是给矿石做精细的化学手术,通过浸出、沉淀、萃取等方法提取有价组分。浸出工艺直接用化学溶剂溶解目标矿物,堆浸适合低品位矿石,槽浸处理能力更大。生物浸出利用微生物的代谢作用,环境更友好但周期较长。
离子交换和溶剂萃取在稀有金属提取中不可或缺。它们能够从复杂溶液中选择性回收特定元素,纯度可以达到99.99%以上。有个钽铌矿项目,先用常规重选得到粗精矿,再通过酸浸-萃取工艺,最终产品满足电子级标准。
化学选矿的投资和运营成本通常较高,还要考虑废水处理问题。但在处理复杂难选矿石时,它往往是唯一可行的方案。现在很多项目采用联合工艺,先用物理方法预富集,再用化学方法精加工,兼顾了经济性和回收率。
这些工艺技术各有所长,实际应用中经常需要组合使用。好的工艺设计就像调配鸡尾酒,需要根据矿石特性精准搭配,才能达到理想的效果。
5.1 工艺参数优化方法
工艺参数优化像在调试一台精密的仪器,每个旋钮都要调到恰到好处。磨矿浓度、药剂用量、浮选时间这些参数相互影响,牵一发而动全身。响应曲面法是个实用的工具,通过有限次试验就能建立数学模型,预测最优参数组合。
我参与过一个铜矿浮选项目,原本回收率卡在85%左右徘徊。我们用正交试验法重新优化了捕收剂和起泡剂的配比,发现当pH值控制在8.2、捕收剂用量减少15%时,回收率反而提升到89%。这个结果出乎所有人意料,说明传统经验有时会误导判断。
现在很多选厂采用统计过程控制技术,实时监控关键工艺参数。当指标出现异常波动时,系统会自动预警并给出调整建议。这种数据驱动的方法比凭经验操作更可靠,工艺稳定性显著提高。
5.2 自动化与智能化技术应用
选矿厂的自动化程度越来越高,破碎机能够根据给料粒度自动调整排矿口,球磨机根据声音和功率自动控制给矿量。这些看似简单的自动化改造,带来的效益却很实在。一个日处理万吨的选厂,仅磨矿分级回路自动化就能节电5%以上。
智能化的步伐更快。机器学习算法能够从海量生产数据中找出隐藏的规律,预测设备故障和维护周期。有个铁矿选厂安装了智能专家系统,磨机衬板寿命预测准确率达到90%,避免了非计划停机损失。
数字孪生技术开始在一些大型选厂应用,在虚拟空间中复制整个生产线。工程师可以在这个数字镜像中测试各种工艺方案,找到最优解后再应用到实际生产中。这种试错成本几乎为零,创新周期大大缩短。
5.3 环保与节能技术发展
环保要求越来越严格,倒逼工艺创新。干式选矿技术省去了耗水环节,在缺水地区特别受欢迎。高压辊磨机比传统球磨机能耗低30%以上,产品粒度分布也更均匀。这些节能设备虽然投资较高,但运行两年左右就能收回成本。
循环水利用技术已经很成熟,现在先进的选厂新水补充量可以控制在总用水量的10%以内。药剂制度也在优化,一些新型环保药剂降解速度快,对环境更友好。我记得有个铅锌矿选厂,通过改进废水处理工艺,实现了选矿废水零排放。
尾矿干堆技术逐渐普及,不仅节约了库容,还大大降低了溃坝风险。有些企业甚至从尾矿中回收有价成分,变废为宝。这种资源化利用的思路,代表了矿物加工的未来方向。
5.4 新型工艺技术研究进展
微波预处理是个有趣的新方向。矿石经过微波照射后,矿物间的结合界面会产生微裂纹,磨矿能耗能降低20%左右。选择性破碎效果也很明显,有用矿物更容易单体解离。虽然现在还处于实验室阶段,但产业化前景很值得期待。
纳米气泡浮选技术开始在一些难选矿石上展现优势。纳米级气泡附着概率更高,特别适合微细粒矿物的回收。有个氧化铜矿选厂试用后,回收率提高了8个百分点,药剂用量还减少了。
生物技术在矿物加工中的应用越来越广泛。除了传统的生物浸出,现在还有生物浮选、生物絮凝等新工艺。利用特定微生物作为浮选药剂,不仅环保,选择性也更好。这些创新可能彻底改变传统矿物加工的面貌。
工艺优化和创新不是一蹴而就的,需要持续投入和积累。有时候一个小小的改进,就能带来显著的经济和环境效益。在这个领域,保守往往意味着落后。
6.1 金属矿物加工案例
智利某大型铜矿的浮选工艺改造给我留下很深印象。这个矿山处理的是典型的斑岩型铜矿,原矿品位只有0.6%,但储量巨大。他们最初采用常规的粗扫选流程,回收率始终在85%左右徘徊。
改造团队引入柱式浮选机替代部分传统浮选机,专门用于精选作业。柱浮选的选择性更好,精矿品位从25%提升到30%以上。他们还优化了磨矿细度,发现将-200目含量从65%提高到75%时,铜矿物解离度显著改善,但过磨现象并不明显。
这个案例最值得借鉴的是他们的渐进式改造策略。没有一次性更换所有设备,而是先在一个系列试验,验证效果后再推广。我记得项目负责人说过:“在大型选矿厂,稳定运行比追求极致指标更重要。”这种务实的态度避免了生产波动,改造期间产量几乎没有受到影响。
6.2 非金属矿物加工案例
江西某高岭土选矿厂的案例展示了非金属矿加工的特殊性。他们的原料是风化型高岭土,含铁量偏高,影响产品白度。传统磁选除铁效果有限,因为部分铁以褐铁矿形式存在,磁性较弱。
他们尝试了多种方案,最后采用高梯度磁选机配合化学漂白。磁选先将强磁性矿物去除,再用连二亚硫酸钠进行还原漂白。这个组合工艺使产品白度从98%提高到99.5%,达到了高端陶瓷原料的标准。
有意思的是,他们在漂白环节发现了一个细节问题。漂白剂添加点如果设在搅拌槽入口,药剂消耗量会比设在出口处高出20%。这个发现让他们每年节省了近百万元的药剂成本。有时候工艺改进就在这些细微之处。
6.3 特殊矿物加工案例
某稀土矿的选矿案例很能说明特殊矿物的加工难度。这个矿山的稀土矿物嵌布粒度极细,大部分在10微米以下,传统的重选和浮选效果都不理想。
他们开发了独特的“磁选-浮选”联合工艺。先用强磁选预富集,将稀土品位从3%提高到15%,然后再用特种捕收剂浮选。浮选环节他们采用了微泡发生器,产生的大量微细气泡特别适合回收细粒稀土矿物。
这个项目的创新点在于药剂制度。他们合成了一种具有选择性螯合功能的捕收剂,对稀土矿物作用强,对脉石矿物几乎不作用。虽然药剂成本较高,但精矿品位达到60%,回收率75%,经济效益相当可观。特殊矿物的加工往往需要定制化的解决方案。
6.4 工艺优化改进实例
内蒙古某铁矿的节能改造是个典型的优化案例。这个选厂原本使用三段一闭路破碎流程,能耗占全厂总能耗的35%以上。经过详细测算,他们决定用高压辊磨机替代传统的细碎圆锥破碎机。
改造后,破碎产品中-12mm含量从50%提高到65%,为后续磨矿创造了有利条件。球磨机的处理能力因此提升了15%,吨矿电耗下降了8%。整个项目投资回收期只有一年半,节能效果超出预期。
更令人惊喜的是,高压辊磨机产生的微裂纹效应让磨矿产品解离特性改善,铁精矿品位反而提高了1.2个百分点。这种“意外收获”在工艺优化中经常出现,说明各个环节的关联性比我们想象的要紧密。
实践案例告诉我们,成功的矿物加工项目往往结合了技术创新和工程智慧。每个矿山都有其独特性,照搬其他项目的经验往往效果不佳。真正重要的是深入理解矿石特性,找到最适合的工艺路线。